《钢结构现场检测技术标准》GB/T 50621-2010
5 表面质量的磁粉检测 / 5.2 设备与器材
5.2.1 磁粉探伤装置应根据被测工件的形状、尺寸和表面状态选择,并应满足检测灵敏度的要求。
5.2.2 对于磁轭法检测装置,当极间距离为150mm、磁极与试件表面间隙为0.5mm时,其交流电磁轭提升力应大于45N,直流电磁轭提升力应大于177N。
5.2.3 对接管子和其他特殊试件焊缝的检测可采用线圈法、平行电缆法等。对于铸钢件可采用通过支杆直接通电的触头法,触头间距宜为75mm~200mm。
5.2.4 磁悬液施加装置应能均匀地喷洒磁悬液到试件上。磁粉探伤仪的其他装置应符合现行国家标准《无损检测磁粉检测第3部分:设备》GB/T 15822.3的有关规定。
5.2.5 磁粉检测中的磁悬液可选用油剂或水剂作为载液。常用的油剂可选用无味煤油、变压器油、煤油与变压器油的混合液;常用的水剂可选用含有润滑剂、防锈剂、消泡剂等的水溶液。
5.2.6 在配制磁悬液时,应先将磁粉或磁膏用少量载液调成均匀状,再在连续搅拌中缓慢加入所需载液,应使磁粉均匀弥散在载液中,直至磁粉和载液达到规定比例。磁悬液的检验应按现行国家标准《无损检测 磁粉检测 第2部分:检测介质》GB/T 15822.2规定的方法进行。
5.2.7 对用非荧光磁粉配置的磁悬液,磁粉配制浓度宜为10g/L~25g/L;对用荧光磁粉配置的磁悬液,磁粉配制浓度宜为1g/L~2g/L。
5.2.8 用荧光磁悬液检测时,应采用黑光灯照射装置。当照射距离试件表面为380mm时,测定紫外线辐射强度不应小于10W/m2。
5.2.9 检查磁粉探伤装置、磁悬液的综合性能及检定被检区域内磁场的分布规律等可用灵敏度试片进行测试。
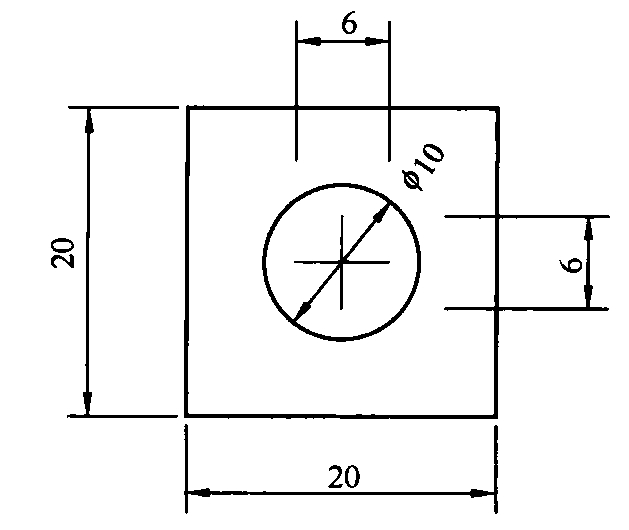
5.2.10 A型灵敏度试片应采用100μm厚的软磁材料制成;型号有1号,2号,3号三种,其人工槽深度应分别为15μm、30μm和60μm,A型灵敏度试片的几何尺寸应符合图5.2.10的规定。
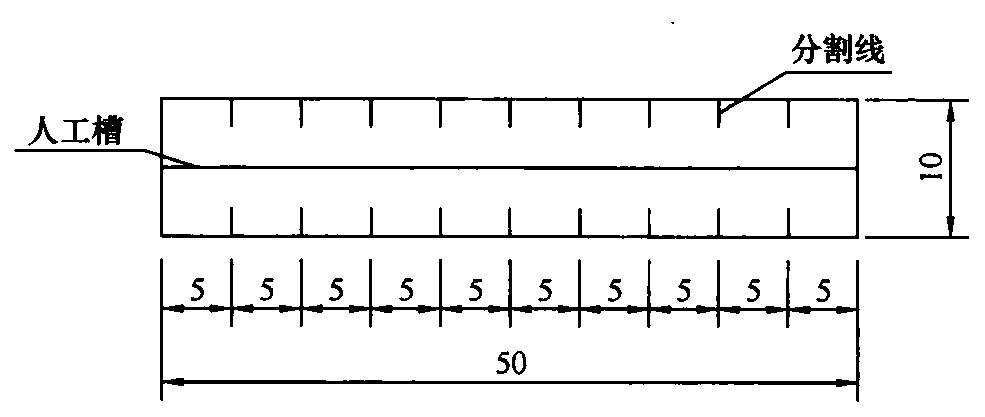
5.2.11 当磁粉检测中使用A型灵敏度试片有困难时,可用与A型材质和灵敏度相同的C型灵敏度试片代替。C型灵敏度试片厚度应为50μm,人工槽深度应为15μm,其几何尺寸应符合图5.2.11的规定。
5.2.12 在连续磁化法中使用的灵敏度试片,应将刻有人工槽的一侧与被检试件表面紧贴。可在灵敏度试片边缘用胶带粘贴,但胶带不得覆盖试片上的人工槽。